
The issue of energy saving in the textile industry
Article by Massimo Gozzi
Especially in demanding energy supply situations, the efficiency of plants can be significantly increased with energy-saving and rationalisation technologies.
Energy efficiency in the industrial sector is a goal that should always be pursued, even more so when the supply of energy resources becomes challenging or even critical. To give a concrete example, let’s look at the case of a manufacturing company in the textile sector, a company involved in the preparation, dyeing, printing, and finishing of textiles and garments made from cotton, polyester, cupro, modal, wool, acrylic, nylon, polyamide, linen, and silk.
It is important for an evaluation of efficiency measures to examine the company’s production situation in depth. In this case, the production composition includes fabrics and knitwear based on natural, artificial, synthetic, and mixed fibres. Work in the production departments is continuous, divided into three shifts of eight hours each, five days a week. The volume of production and the percentage of fabric category produced are a function of market demand and vary seasonally to meet commercial requirements. For this reason, the production process can be very complex, which is why an Energy Audit is necessary (which is also required by law for certain categories of company).
Production cycle and plant auxiliaries
The first step in drawing up an energy audit to characterise and justify energy consumption is therefore to quantify and analyse the energy loads of the production cycle. As regards the relative loads related to production, i.e., the main activities, a subdivision is generally made based on the departments, detailed above, plus some sub-departments of minor importance due to their low use.
Auxiliary services (production and distribution of compressed air, steam, hot or superheated water), on the other hand, include the areas serving the production processes, such as: the refrigeration plant, the heating plant (with a generally considerable electricity consumption), the compressor room (including the dryers), the treatment and purification stations for water entering and leaving the plant, and the uninterruptible power generator.
To give an indication, the most energy-consuming departments in terms of electricity consumption are Printing, Finishing and Preparation; together these departments account for the bulk of consumption in production activities. Regarding the printing department, it is the digital printers to have the highest consumption; this is because these machines, as well as having their own on-board computer for choosing the print design, they are also equipped with several electric motors to move the fabric and special infrared lamps which, assisted using thermal energy, allow the print to dry on the fibres.
In terms of auxiliary consumption, the water purification and treatment departments account for almost half of the consumption, consisting of filtering and pumping systems. The other major share is attributable to the air compressor room, which serves most of the production machines. This is followed by the refrigeration plant, the heating plant, and an uninterruptible power supply unit.
Turning to general services, i.e., services not directly involved in production (hall lighting, electrical and thermal consumption in offices, canteen, etc.), a large part of consumption is often recorded by air treatment units, mostly serving the production area of the plant and to a lesser extent the offices. The remaining part falls within the consumption for lighting, which can already be limited as most of the lighting points, once with obsolete technology, are generally already replaced with the new LED technology, more performing and with very low consumption.
Energy performance indexes
After the critical analysis of the plant’s energy consumption and its characterisation in relation to production data (i.e., its attribution to the relevant production function), the next step is the creation of energy performance indexes (EnPI), which are fundamental for assessing the energy and performance status of a production site. Basically, this involves attributing consumption that has been allocated to a unit of product. In this case, the unit of product can be the metre of fabric produced at the factory, constituting in this case a general index that should be referred to both the consumption of electricity (kWh/m) and natural gas (also in kWh but thermal).
The importance of identifying energy indexes also lies in their comparability with reference indicators found in technical literature or, in some cases, held by sector associations.
Consequent interventions
The actions that can be identified following the Energy Audit can be classified in two areas: Technological interventions and Management interventions. The first are interventions relating to the efficiency of utilities, both electrical and thermal, and can include both production areas and auxiliary and general services, but the aim is always the same: to reduce consumption with equal service efficiency.
The compressed air generation plant is usually one of the most promising areas to implement energy saving measures, as air compression is a thermodynamic process with low efficiency, because the ratio between the air produced and the electrical energy consumed by the compressor is relatively low. To this end, the installation of inverters (variable-frequency starters) on fixed-speed compressors makes it possible, as the motor speed varies, to better adapt the compressor’s output to the system’s requirements, while consuming less energy.
There are also interventions concerning the production of one or more energy vectors, such as, for example and typically, the installation of a photovoltaic system, often in addition to a cogenerator.
Both interventions, consisting of installations of energy generators (electrical only, in the case of the photovoltaic system, combined electrical-thermal with cogeneration), contribute to covering part of the plant’s electrical consumption, thus providing the company with a possibility to source less from the outside.
A lot is already known about photovoltaics. It is an opportunity that is becoming more and more interesting due to the lower cost of system components (panels and electrical equipment), and it is particularly interesting when there is the possibility of occupying the roofs of warehouses that would otherwise be unused.
Turning to cogeneration, the interest in it concerns the energy production process, which involves generating electricity and heat in the same plant, thus using the same primary energy source. The basic idea behind this system is to recover part of the heat developed by the thermodynamic cycle, which can be used to meet any thermal energy requirements within the company. This system can increase efficiency up to over 80% (percentage of primary energy use, e.g., natural gas) with a considerable advantage on fossil fuel supply costs and lower emission of pollutants, such as climate-changing gases.
Management Interventions are actions aimed at reducing and rationalising energy consumption through the adoption of practices which, although they do not act directly on the machinery, optimise its operation through indirect control. Such control can take place through virtuous activities on the part of the personnel in charge (often codified in company procedures, for example switching off the utilities at the end of the work shift) or through remote management measurement systems, which allow instant monitoring of the components, thus enabling timely intervention in the event of abnormal consumption.
Other branches of the textile industry
What has been said so far can also be extended to other productions within the textile industry. For example, the decision to install a cogeneration system in a textile industry that deals with washing and dyeing brings considerable operational, economic, and environmental benefits, as these are phases in which a large amount of heat is required. It is therefore advantageous to have a system that can recover the thermal energy of the machinery during the work phases, the energy efficiency is high and there is the possibility of substantially reducing fuel consumption.
Cogeneration plants are in most cases built right in the industrial plant, optimising the space available in the plant by building a tailor-made plant. The investment made for the installation is repaid in the medium to short term by the actual savings obtained. In addition, if you want to install a cogeneration plant, in Italy you can take advantage of the various incentives for energy efficiency, provided that the plants are built according to CAR (Cogenerazione ad Alto Rendimento) criteria, benefiting from white certificates (TEE – Titoli di Efficientamento Energetico).
Conclusions
The analysis of the data and information provided by the technicians of a textile plant often reveals areas for optimisation. However, this result can only be validly achieved following an Energy Audit carried out using rigorous and detailed methodologies. In Italy, Enea is a great help in this regard, as it is also a control body for energy audits, where these are required by law.
However, there is still plenty of scope for improving the management aspects of both production plants (machinery directly used in production) and production aids (steam distribution and compressed air production), as well as more horizontal measures such as the generation of some of the main energy vectors through cogeneration and photovoltaics.
Captions
Figure 1
Typical compressed air system diagram. The compressed air generation plant is usually one of the most promising areas for energy saving measures.
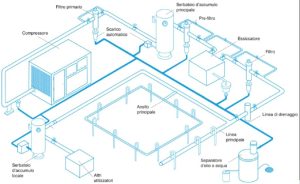
Figure 2
Energy performance indexes. In this specific case the unit of product can be the metre of fabric produced at the outlet of the plant, in which case a general index should be referred to the consumption of electrical energy.

Figure 3
Energy performance indexes related to natural gas consumption.

Figure 4
Opportunities for savings that can be obtained through the adoption of measures aimed at reducing consumption or at the efficient production of energy.

Figure 5
Cogeneration plant for industrial use.
